Abstract
Vacuum systems play a crucial role in industrial evaporation processes by reducing operating pressure and enabling low-temperature evaporation. Among various vacuum technologies, the liquid ring vacuum pump is widely applied due to its robustness, simplicity, and ability to handle vapor-laden and contaminated gases. This paper provides an overview of its working principle, performance characteristics, applications in evaporation systems, and key operational considerations.
vacuum pump
Introduction
In evaporation and concentration systems, maintaining a vacuum environment is essential for lowering the boiling point of process liquids. This improves thermal efficiency and protects heat-sensitive materials from degradation.
The liquid ring vacuum pump is commonly used as a rough vacuum generation device in such systems. It is widely adopted in chemical, pharmaceutical, food, power generation, and environmental industries due to its operational stability and tolerance to wet or contaminated gas streams.
Typical performance ranges include:
• Single-stage pump: 2.66–9.31 kPa (absolute pressure)
• Two-stage pump: 0.133–0.665 kPa (absolute pressure)
Under specific conditions, it may also function as a low-pressure compressor with a discharge pressure of approximately (1–2) × 10⁵ Pa (gauge pressure).
Working Principle
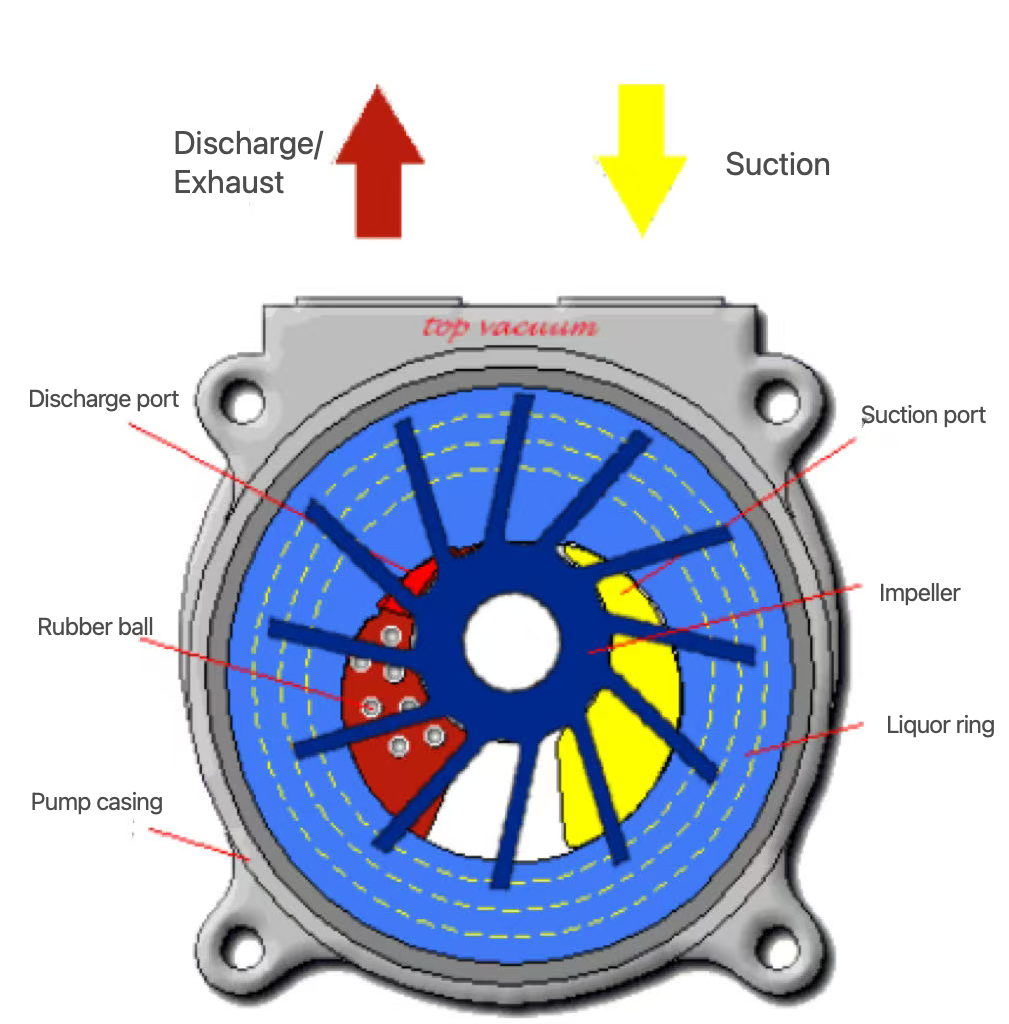
The liquid ring vacuum pump consists of an impeller mounted eccentrically within a cylindrical casing, along with suction and discharge ports, a distribution plate, and a working liquid (typically water).
During operation, the impeller rotates inside the partially filled casing. Centrifugal force causes the working liquid to form a rotating liquid ring along the inner wall of the pump casing. Due to the eccentric positioning of the impeller, a crescent-shaped working chamber is formed between the impeller hub and the liquid ring.
This chamber is divided by the impeller blades into multiple sealed cells. As the impeller rotates, these cells undergo periodic volume changes, completing a continuous cycle consisting of:
Suction Phase
As the chamber volume increases, pressure inside the chamber decreases. When the pressure drops below that of the connected system, gas is drawn into the chamber through the suction port.
Compression Phase
Further rotation reduces the chamber volume, compressing the trapped gas and increasing its pressure.
Discharge Phase
When the internal pressure exceeds the discharge pressure, the gas is expelled through the outlet port. In some cases, an auxiliary discharge valve assists in early gas release.
This continuous cycle enables steady vacuum generation. The pump is therefore classified as a positive displacement vacuum pump with variable volume chambers.
Performance Characteristics
Advantages
•Liquid ring vacuum pumps offer several operational advantages:
•Simple mechanical design with low manufacturing complexity
•Compact structure suitable for direct motor coupling
•Nearly isothermal compression process, reducing thermal stress on gases
•No internal metal-to-metal contact, eliminating the need for lubrication
•Capability to handle wet gases, vapors, dust, and corrosive mixtures
•Stable and reliable operation with smooth suction behavior
Limitations
Despite their advantages, several limitations exist:
• Relatively low efficiency (typically ~30%, up to ~50% in optimized systems)
• Limited ultimate vacuum due to the vapor pressure of the sealing liquid
• Single-stage configurations are not suitable for high-vacuum applications
Application in Evaporation Systems
In industrial evaporation systems, liquid ring vacuum pumps are primarily used to:
• Establish and maintain system vacuum conditions
• Reduce boiling temperature of process liquids to enhance energy efficiency
• Protect thermally sensitive materials from decomposition
• Remove non-condensable gases and residual vapors
• Stabilize overall system operation under variable load conditions
Their ability to handle vapor-rich streams makes them particularly suitable for evaporators, crystallizers, and concentration units.
Operational and Maintenance Considerations
Sealing Liquid Management
The performance of the pump is strongly dependent on the sealing liquid:
• Ensure sufficient and continuous water supply
• Maintain sealing water temperature below 30–35°C
• High water temperature significantly reduces vacuum capability
• Use clean water to minimize scaling, fouling, and corrosion
Start-up and Shutdown Procedure
Proper operation sequence is essential:
• Start sealing water flow before starting the pump
• Stop the pump before shutting off water supply
Incorrect sequencing may lead to loss of vacuum performance or mechanical stress.
Operational Protection
To ensure safe and stable operation:
• Avoid dry running conditions
• Prevent ingestion of large liquid slugs or solid particles
• Maintain stable inlet conditions to avoid pressure fluctuations
• Ensure proper gas-liquid separation in upstream systems
Maintenance Requirements
Routine maintenance is essential for long-term reliability:
• Inspect impeller and casing for wear and corrosion
• Periodically remove scale and deposits from internal surfaces
• Check shaft seals and bearings regularly
• Drain pump casing during extended shutdown periods
Conclusion
The liquid ring vacuum pump remains one of the most widely used vacuum technologies in industrial evaporation systems due to its simplicity, operational stability, and strong adaptability to wet and contaminated gas streams.
Although its efficiency and ultimate vacuum level are limited compared to advanced vacuum systems, it continues to be a reliable and cost-effective solution for medium and low vacuum applications in evaporation and concentration processes.
A detailed user manual of the liquid ring vacuum pump has been compiled based on customer feedback and is provided for reference and download.