Ethanol Recovery System (Ethanol recovery from waste liquid soap)
This project, located in Australia, presents an ethanol recovery system designed to extract and purify ethanol from expired liquid soap, transforming waste into a valuable resource.
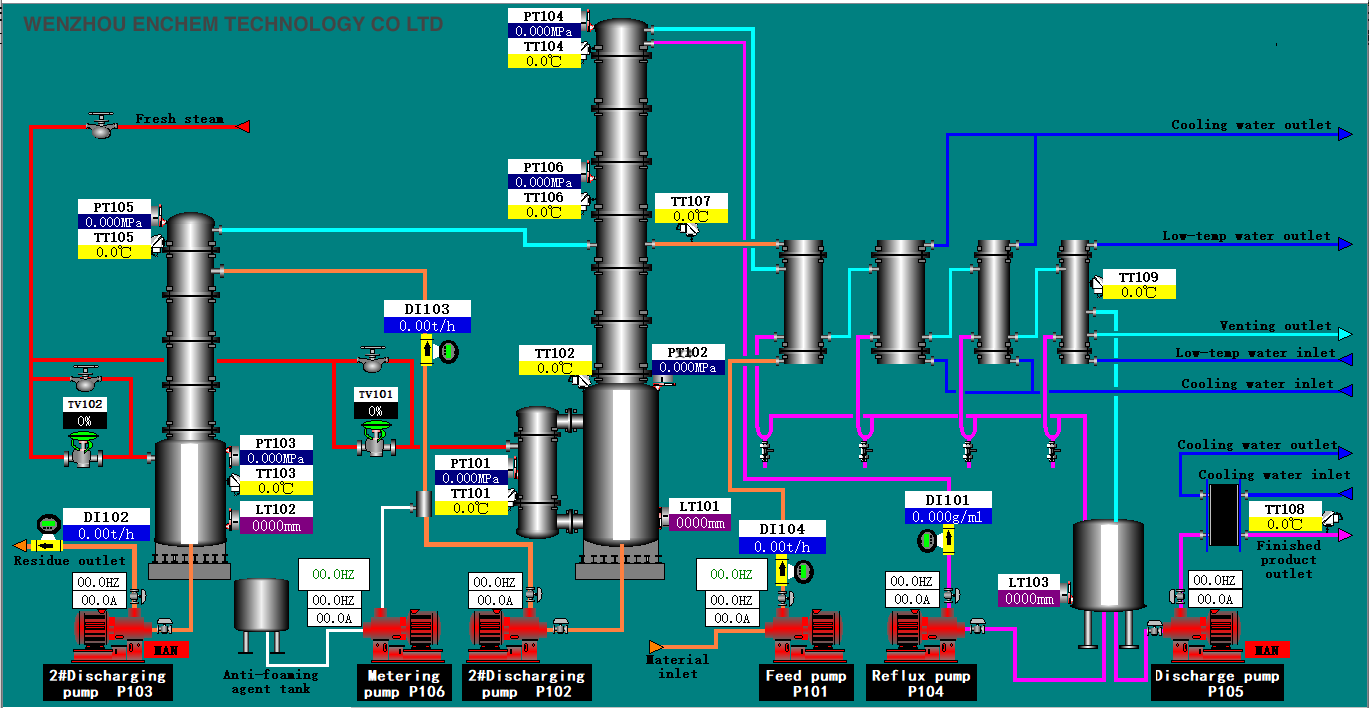
Based on pilot testing, a staged distillation process was developed to address foaming behavior and optimize separation efficiency while minimizing defoamer usage.
The system employs a two-stage distillation column configuration, enabling stable operation and achieving ethanol purity of up to 95%. By reducing waste and recovering usable products, the project demonstrates a practical and economically viable approach to sustainable resource utilization and circular economy implementation.